초저손실 유연성 50옴 RF 5012S 동축 케이블
| 건설 | |||
| 내부 도체 | 재료 | 구리 피복 알루미늄 와이어 | |
| 다이아. | 3.55±0.04 mm | ||
| 격리 | 재료 | 물리적 발포 PE | |
| 다이아. | 9.20±0.20 mm | ||
| 외부 도체 | 재료 | 나선형 골판 구리 | |
| 지름 | 12.00±0.20 mm | ||
| 재킷 | 재료 | PVC 또는 난연성 PE | |
| 지름 | 13.60±0.20 mm | ||
| 기계적 특성 | |||
| 굽힘 반경 | 하나의 반복됨 움직이는 | 25mm 30mm 200mm | |
| 당기는 힘 | 800 N | ||
| 압착 저항 | 1.9 kg/mm | ||
| 권장 온도 | PE 재킷 | 가게 | -70±85°C |
| 설치 | -40±60°C | ||
| 작업 | -55±85°C | ||
| 방염 PE 재킷 | 가게 | -30±80°C | |
| 설치 | -25±60°C | ||
| 작업 | -30±80°C | ||
| 전기적 특성 | |||
| 임피던스 | 50±2 Ω | ||
| 정전 용량 | 82 pF/m | ||
| 인덕턴스 | 0.205 uH/m | ||
| 전파 속도 | 81 | ||
| 직류 항복 전압 | 2.5 | ||
| 절연 저항 | >5000 | ||
| 최대 전력 | 15.6 | ||
| 스크리닝 감쇠 | 120개 이상 | ||
| 차단 주파수 | 10.2 | ||
| 감쇠 및 평균 전력 | |||
| 주파수,MHz | 전력 출력(20°C 기준, kW) | 공칭 감쇠(20°C, dB/100m) | |
| 10 | 10.1 | 1.04 | |
| 100 | 3.08 | 3.41 | |
| 450 | 1.38 | 7.59 | |
| 690 | 1.158 | 9.58 | |
| 800 | 1.01 | 10시 40분 | |
| 900 | 0.943 | 11.20 | |
| 1000 | 0.889 | 11.80 | |
| 1800 | 0.634 | 16.60 | |
| 2000 | 0.597 | 17.60 | |
| 2200 | 0.566 | 18.61 | |
| 2400 | 0.539 | 19.59 | |
| 2500 | 0.529 | 20.07 | |
| 2600 | 0.518 | 20.55 | |
| 2700 | 0.507 | 21.02 | |
| 3000 | 0.469 | 22.40 | |
| 최대 감쇠 값은 공칭 감쇠 값의 105%일 수 있습니다. | |||
| vswr | |||
| 820-960MHz | ≤1.15 | ||
| 1700-2200MHz | ≤1.15 | ||
| 2300-2400MHz | ≤1.15 | ||
| 표준 | |||
| 2011/65/EU | 준수 | ||
| IEC61196.1-2005 | 준수 | ||
포장 참조


N 또는 7/16 또는 4310 1/2인치 초연성 케이블 설치 지침
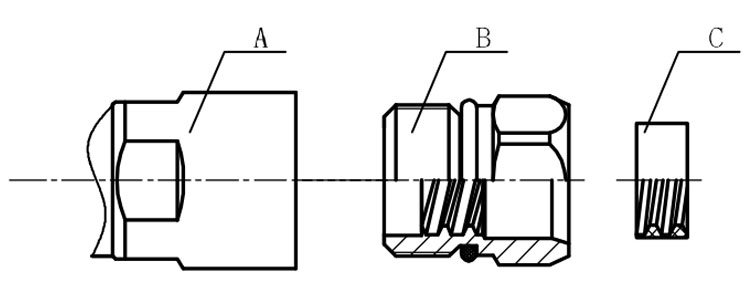
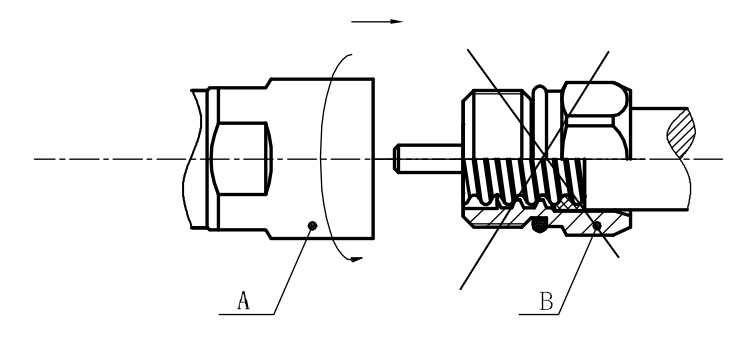
커넥터의 구조: (그림 1)
A. 앞쪽 너트
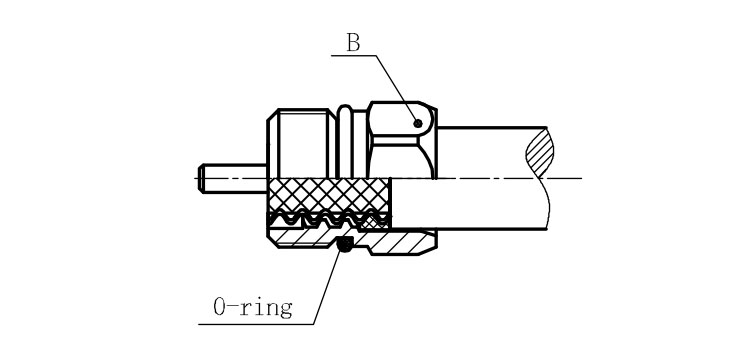
B. 백 너트
C. 가스켓
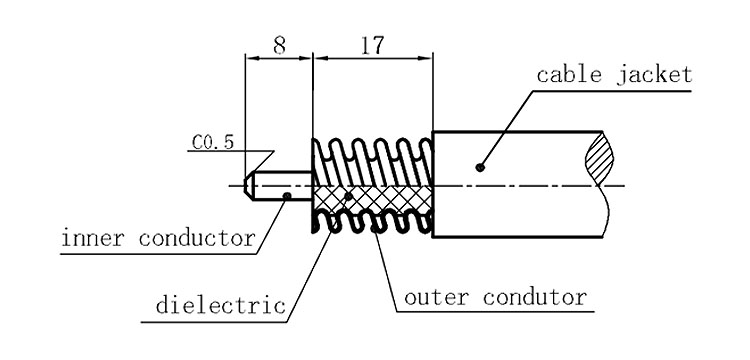
탈거 치수는 그림 2와 같으며, 탈거 시 주의해야 합니다.
1. 내부 도체의 끝면은 모따기 처리해야 합니다.
2. 케이블 끝면의 구리 스케일 및 버(burr)와 같은 불순물을 제거하십시오.
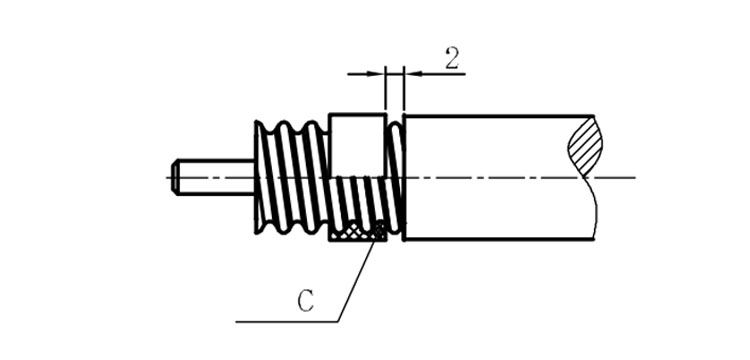
밀봉부 조립: 그림(그림 3)에 표시된 대로 케이블의 외부 도체를 따라 밀봉부를 나사로 조입니다.
뒷쪽 너트를 조립합니다(그림 3).
그림(5)에 표시된 대로 앞쪽 너트와 뒤쪽 너트를 나사로 조여 결합합니다.
1. 나사를 조이기 전에 O링에 윤활 그리스를 얇게 바르십시오.
2. 뒷면 너트와 케이블을 움직이지 않게 고정한 상태에서, 메인 쉘 본체를 뒷면 쉘 본체에 나사로 고정합니다. 몽키 스패너를 사용하여 메인 쉘 본체와 뒷면 쉘 본체를 단단히 조입니다. 조립이 완료되었습니다.
여기에 메시지를 작성하여 보내주세요.